


低溫切斷閥

ABQ電動切斷閥

ZHQ-I阻火器

開關型電動球閥
氯氣襯氟球閥

自密封液氨截止閥

氨用壓力表球閥
氣動關斷閥
焊接式氨用球閥

SCZ50-A阻火通氣罩
斜桿式保溫釜底球閥

液氨專用氣動開關閥

內裝式超流閥

氨截止閥

氨用氣動緊急切斷閥
低溫截止閥

焊接氨用截止閥

P11H-16P自動排氣閥
聯系永龍
咨詢熱線021-57566219- 手機:15900658318
- 傳真:021-57568296
- 郵箱:1257073858@qq.com
- 地址:上海市奉賢區南亭公路
- 2788號
鑄鋼閥門的補焊處理與缺陷補焊
時間:2020-10-29 19:44:42 來源:永龍閥門 閱讀:0次
鑄鋼閥門的補焊處理與缺陷補焊
1、概述
在工業管線的承壓閥門中,鑄鋼閥門由于其成本的經濟性和設計的靈活性,受到廣泛運用。但是由于鑄造工藝受到鑄件尺寸、壁厚、氣候、原材料和施工操作的種種制約,鑄件會出現砂眼、氣孔、裂紋、縮松、縮孔和夾雜物等各種鑄造缺陷,尤以砂型鑄造的合金鋼鑄件為更多。因為鋼中合金元素越多鋼液的流動性越差,鑄造缺陷就更易產生。因此,缺陷判別和制訂合理、經濟、實用及可靠的補焊工藝來確保補焊后的閥門符合質量要求已成為閥門冷熱加工共同關注的問題。本文介紹幾種常見鑄鋼件缺陷的補焊方法和經驗(焊條采用舊牌號表示)。

鑄鋼閘閥 Cast steel gate valves
2、閥門殼體缺陷處理
2.1、缺陷判斷
在生產實踐中,有些鑄件缺陷不允許補焊,如貫穿性裂紋、穿透性缺陷(穿底)、蜂窩狀氣孔、無法清除的夾砂夾渣和面積超過65cm2的縮松等,以及雙方合同中約定的其他不能補焊的重大缺陷。在補焊前應判斷缺陷的類型。 2.2、缺陷剔除
在工廠里一般可采用碳弧氣刨吹去鑄造缺陷,然后用手提角磨機打磨缺陷部位至露出金屬光澤。但生產實踐中更多的是直接用碳鋼焊條大電流除去缺陷,并用角磨機磨出金屬光澤。一般鑄件缺陷剔除,可用<4mm-J422焊條,160~180A電流,將缺陷除干凈,角磨機將缺陷口打磨成U形,減少施焊應力。缺陷清除的徹底,補焊質量好。
2.3、缺陷部位預熱
碳素鋼和奧氏體不銹鋼鑄件,凡補焊部位的面積<65cm2,深度<鑄件厚度的20%或25mm,一般無需預熱。但ZG15Cr1Mo1V、ZGCr5Mo等珠光體鋼鑄件,由于鋼的淬硬傾向大,冷焊易裂,應作預熱處理,預熱溫度為200~400℃(用不銹鋼焊條補焊,溫度取小值),保溫時間應不少于60min。如鑄件不能整體預熱,可用氧-乙炔在缺陷部位并擴展20mm后加熱至300-350℃(背暗處目測觀察微暗紅色),大號割炬中性焰槍先在缺陷處及周邊做圓周快速擺動幾分鐘,然后改為緩慢移動保持10min(視缺陷厚度而定),使缺陷部位充分預熱后,迅速補焊。
3、閥門殼體補焊方法
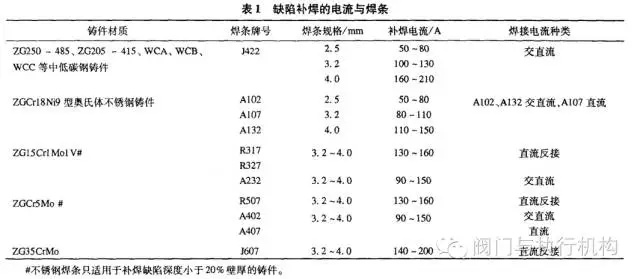
缺陷補焊用電流和焊條見表1。
3.1、要求
對奧氏體不銹鋼鑄件進行補焊時,要在通風處,使之快速冷卻。對珠光體低合金鋼鑄件和補焊面積過大的碳鋼鑄件則應選背風處或用擋風板遮擋,避免快冷造成裂紋。補焊一個堆層的,補焊后應立即清除藥渣,并沿缺陷中心向外均勻地錘擊,降低補焊應力。若補焊分幾層進行(一般3~4mm為一補焊層),則每層補焊后均要及時清除藥渣和錘擊補焊區域。如在冬季施焊,ZG15Cr1Mo1V類的珠光體合金鋼鑄件,每補焊一層還應用氧-乙炔反復加熱,再迅速補焊,以避免產生焊接裂紋。
3.2、焊條處理
補焊前,應首先檢查焊條是否預熱,一般焊條應經150~250℃烘干1h。預熱后的焊條應置保溫箱中,做到隨用隨取。焊條反復預熱3次,若焊條表面藥皮有脫落、開裂和生銹,應不予使用。
3.3、補焊次數
承壓鑄件,如閥門殼體經試壓滲水,同一部位一般只允許補焊一次,不能重復補焊,因為多次補焊會使鋼中晶粒粗大,影響鑄件的承壓性能,除非鑄件可以在焊后重新進行熱處理。其他非承壓同一部位的補焊,一般規定補焊不超過3次。同一部位的補焊超過二次的碳鋼鑄件,焊后應作消除應力處理。
3.4、補焊層高度
鑄件的補焊高度一般高出鑄件平面2mm左右,以利機加工。補焊層太低,機加工后易露出焊疤。補焊層過高,費時費力費材料。
4、閥門殼體補焊后處理
4.1、重要補焊
水壓試驗有滲漏的鑄件、補焊面積>65cm2的鑄件,深度>鑄件壁厚20%或25mm的鑄件,ASTMA217/A217M-2007中均認為是重要補焊。對此種重要補焊A217標準中提出,都應進行去應力處理或完全再加熱處理,而這種去應力處理或完全再加熱處理,必須用經審定合格的方法進行,即重要補焊需制訂補焊工藝。ASTMA352/A352M2006中規定,重要補焊后的去應力或焊后熱處理是強制要求。與A217/A217M相對應的我國行業標準JB/T5263-2005中將重要補焊定義為“重缺陷”。但事實上,除鑄件毛坯可以完全再加熱處理外,許多缺陷往往是在精加工過程中才發現的,已無法再完全熱處理。因此,生產實踐中,通常是由有經驗的持有壓力容器焊接證書的焊工在現場用有效的方法解決。
4.2、消除應力
精加工后發現的缺陷補焊后,已無法做整體消除應力回火處理,一般可采用缺陷部位氧-乙炔火焰局部加熱回火方法。采用大號割炬中性火焰來回緩慢擺動,將鑄件加熱到表面出現目視可見暗紅色(約740℃),保溫(2min/mm,但不少于30min)。消除應力處理后應立即在缺陷處蓋上石棉板。珠光體鋼閥門通徑上的缺陷,補焊時還應在通徑內腔填塞石棉板,使之緩冷。此種操作,既簡便又經濟,但要求焊工有一定實踐經驗。
不銹鋼鑄件在補焊后一般不作處理,但應在通風處施焊,使補焊區快冷。除非補焊后表明已引起奧氏體組織的改變,或屬于重缺陷。在合同和條件許可下,應重做固溶化處理。缺陷面積過大過深的碳鋼鑄件和各種珠光體鑄件,處于鑄件清整階段和雖進入粗加工、但留有精加工余量的,應在補焊后實施消除應力處理。碳鋼消除應力回火溫度可設為600~650℃,ZG15Cr1Mo1V和ZGCr5Mo回火溫度均可設為700~740℃,ZG35CrMo回火溫度設為500~550℃。所有鋼種的鑄件,其消除應力回火的保溫時間均不少于120min,并隨爐冷卻到100℃以下出爐。
4.3、無損檢測
對于閥門鑄件的“重缺陷”和“重要補焊”,ASTMA217A217M-2007標準中規定,如鑄件生產符合S4(磁粉檢查)補充要求的規定,補焊要采用檢查鑄件同一質量標準的磁粉檢驗來檢查。如鑄件生產符合S5(射線照相檢查)補充要求的規定,對于水壓試驗滲漏的鑄件、或準備補焊的任何凹坑深度超過壁厚的20%或1in1(25mm)的鑄件以及準備補焊的任何凹坑面積約大于10in2(65cm2)的鑄件的補焊,都要采用檢查鑄件同一標準的射線檢驗進行檢查。JB/T5263-2005標準中規定,重缺陷補焊后應進行射線或超聲檢測。即對于重缺陷和重要補焊,必須要進行有效的無損檢查,證明合格后方能使用。
4.4、等級評定
對于補焊區域無損檢查缺陷報告的等級,JB/T3595-2002中規定,對于電站閥的鑄鋼件閥門坡口和補焊部位應按GB/T5677-1985進行評定,三級合格。閥門對接焊縫應按GB/T3323-1987進行評定,二級合格。JB/T644-2008中對鑄件中同時存在二種不同等級缺陷也給出了明確規定,在評定區同時存在兩類或兩類以上且等級不同的缺陷時,取其中最低等級定為綜合評定等級。同時存在兩類或兩類以上且等級相同的缺陷時,其綜合等級應降低一級。
對于補焊區缺陷的夾渣、未溶合和未焊透,JB/T6440-2008中規定,可看作鑄造缺陷的夾渣來評定,補焊區缺陷的氣孔可看作鑄造缺陷的氣孔評定。
一般工況閥門的訂貨合同中不標注閥門鑄件等級,更少在合同中注明缺陷補焊后的合格等級,這往往給閥門的生產、檢驗和銷售帶來諸多矛盾。根據我國目前鑄鋼件的實際質量水平和多年經驗,補焊區域評定的等級一般認為不應低于GB/T5677-1985中的三級,即ASMEE446b標準規定的Ⅲ級。耐酸耐蝕管線工況的鑄鋼閥門和高壓鑄鋼閥門的殼體承壓部位,一般應達到ASMEE446bⅡ級或以上標準。射線檢查結果表明,經符合標準程序和規范補焊的缺陷區域,熔敷過程中生成的缺陷比鑄件本身還要少,級別更高。總之,補焊作為制造過程的一部分,不可掉以輕心。
4.5、硬度檢測
補焊區雖經無損探傷檢查合格,但如需機加工時,應該再檢查一下補焊區的硬度,這也是對消除應力處理效果的檢查。如果回火溫度不夠,或時間不足,會引起補焊區域的熔敷金屬強度高,塑性差,機加工時焊區域會很硬,容易導致刀具崩裂。母材和熔敷金屬性能不一致,還容易造成局部應力集中,出現補焊過渡交界的明顯痕跡。因此,補焊區域需要用硬度值來鑒定和檢測。用手提砂輪機輕輕磨平補焊區域,采用便攜式布氏硬度計錘擊三個點,將補焊區硬度值與鑄鋼件本身硬度值進行比較。如果二個區域的硬度值相近,則說明氧-乙炔回火基本成功。如果補焊區硬度值大于鑄鋼件硬度20以上,建議返工,直至硬度與母材接近。承壓鑄鋼件經熱處理后的硬度一般設計為160~200HB,硬度太低或太高都不利于機加工作業。補焊區硬度太高,會使其塑性下降,降低閥門殼體承載的安全性能。
5、結語
鑄鋼件缺陷的科學補焊,是一項節能的再制造工程技術。在現代化測試手段配合下,應在補焊工具、焊材、人員和工藝上不斷加以創新改進,真正實現制造與維修的一體化。
版權及免責聲明
一、該文章系轉載,轉載目的在于傳遞信息,并不代表我們贊同文章觀點和對其真實性負責,內容僅供參考。
二、本站文章版權歸原作者及原出處所有,如涉及作品內容、版權和其它問題,請與我們聯系,我們將在24時間內刪除內容!
上海切斷閥生產廠家:緊急切斷閥-電動切斷閥-液氨截止閥-氨用截止閥-氣動切斷閥-氣動球閥-氣動緊急切斷閥-上海永龍閥門廠
【推薦閱讀】 / TECHNICAL ARTICLES
- + 氣動、電動、液動執行機構性能對比-上海2019-04-20
- + 不銹鋼閥門出現銹斑該怎樣處理?2019-06-20
- + SIL1、SIL2與SIL3有什么區別2022-02-20
- + 液氯鋼瓶氣動切斷閥的配置2020-04-02
- + P11H-16P自動排氣閥的安裝和設置2022-11-25
- + 蝶閥_產品特點和使用性能2020-05-19
- + 液氨緊急切斷閥法蘭螺栓4.8、8.8級2020-09-09
- + 淺談閘閥結構密封4種形式2022-01-28
- + 電動閥門常識_電動閥門防爆等級2018-10-29
- + 氨用截止閥零部件明細表2020-04-10


